Niniejsze Warunki Techniczne (WTWC) są prawomocne przy zamawianiu i dostarczaniu wlewków ciągłych o przekrojach: okrągłym Ø 170 mm, prostokątnym 140x165mm i kwadratowych o bokach: 100, 120, 130, 140 i 160mm odlanych na maszynie COS w FERROSTALU ŁABĘDY.
Przedmiotem warunków są wlewki ciągłe stalowe, wytworzone w procesie ciągłego odlewania, przeznaczone do walcowania. Wlewki mogą być także wsadem do kucia matrycowego.
Stal wytapiana jest w elektrycznym piecu łukowym dużej mocy typu EBT w ilości 65 ± 2Mg/wytop, rafinowana w piecu kadziowym (bez odgazowania próżniowego) oraz odlewana na łukowej maszynie ciągłego odlewania stali w technologii wylewów zanurzeniowych z zasypką smarującą lub dozatorowo strumieniem otwartym.Wlewki okrągłe odlewane są tylko z użyciem wylewów zanurzeniowych pod zasypką smarującą.Wszystkie wlewki odlewane są z zastosowaniem mieszań elektromagnetycznych w krystalizatorach i na końcach wtórnych chłodzeń wodnych.
Możliwe jest odlewanie :
Zamówienie musi zawierać następujące dane:
a) Powierzchnia
Powierzchnia jest charakterystyczna dla procesu ciągłego odlewania stali. Na powierzchni wlewków dopuszcza się wady o głębokości występowania mniejszej od 1,5% wymiaru poprzecznego takie jak:
Po uzgodnieniu z zamawiającym dopuszcza się dostawę wlewków z wadami powierzchni o głębokości większej od 1,5% wymiaru poprzecznego, jeżeli nasilenie i głębokość tych wad nie spowodują w dalszym przerobie pogorszenia jakości powierzchni wyrobów gotowych.
Dopuszcza się usuwanie wad powierzchniowych o większej głębokości występowania poprzez czyszczenie ogniowe (płukanie) lub mechaniczne (dłutowanie, szlifowanie), przy czym obrobiona powierzchnia powinna mieć łagodne wgłębienia i zaokrąglone brzegi, a głębokość w miejscu usuniętej wady nie powinna przekraczać 6% wymiaru poprzecznego wlewka.
b) jakość wewnętrzna
- porowatość osiowa (tab. 1): I / 2 – min. 90% wlewków
- rzadzizna osiowa (tab. 2): II / 2 – min. 90% wlewków
- pęknięcia wewnętrzne po granicach ziarn (tab. 3): III / 2
- pęknięcia po przekątnych (tab. 4): IV / 2
- pęknięcia gwiaździste (tab. 5): V / 2
- nakłucia i pęcherze podskórne (tab. 6): VI / 2
Wlewki powinny spełniać poniższe wymagania ustalone wg klasyfikacji firmy Mannesmann Demag dotyczącej wad wewnętrznych w materiale odlewanym
w sposób ciągły.
FERROSTAL ŁABĘDY potwierdza jakość wewnętrzną wlewków wg n/w klas:
- stopień czystości: 2
- strefa powierzchniowa: 2
- strefa środkowa: 2
- strefa rdzeniowa: 2
W przypadku zainteresowania zamawiającego innymi wzorcami, należy każdorazowo określić to w zamówieniu.
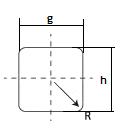
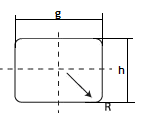
c) Wymiary wlewków
Wymiary nominalne przekroju poprzecznego, dopuszczalne odchyłki wymiarowe, ciężar 1mb wlewka wg rysunków i tablicy.
- dla wlewków o przekrojach kwadratowych i prostokątnym:
| Wymiar przekroju |
Wymiary i dopuszczalne odchyłki | Promień naroża R |
Ciężar 1mb wlewka |
|||
| g | odchyłka | h | odchyłka | |||
| mm | mm | mm | mm | mm | mm | kg |
| 100 x 100 | 100 | ± 3 | 100 | ± 3 | 4 | 77,0 |
| 120 x 120 | 120 | ± 3 | 120 | ± 3 | 4 | 110,0 |
| 130 x 130 | 130 | ± 5 | 130 | ± 5 | 6 | 130,0 |
| 140 x 140 | 140 | ± 5 | 140 | ± 5 | 6 | 151,0 |
| 140 x 165 | 165 | ± 5 | 140 | ± 5 | 6 | 177,0 |
| 160 x 160 | 160 | ± 5 | 160 | ± 5 | 6 | 196,0 |
- dla wlewków o przekroju okrągłym:

Ciężar 1mb wlewka wynosi 175,0 kg
d) Skośność
Dla wlewków o przekrojach kwadratowych i prostokątnym.
Dopuszczalna skośność (rombowość) przekroju poprzecznego mierzona różnicą przekątnych przekroju nie powinna przekraczać:
Dla wlewków o przekroju kołowym:
Owalność oblicza się wg wzoru: OW= 2 (D1-D2) / D1+ D2 x 100%
e) Długość
f) Prostość
g) Skręcenie
Dopuszcza się skręcenie wzdłuż osi podłużnej max 1o na długości 1m.
h) Końce
i) Stopień przerobu
Minimalny stopień przerobu wlewków powinien wynosić 6,0:1.
j) Cechowanie
Wlewki oznacza się na powierzchni czołowej lub bocznej następującymi znakami:
Dopuszcza się po uzgodnieniu inny sposób znakowania.
k) Wysyłka
Wlewki ciągłe wysyła się wraz z dokumentacją (specyfikacja wysyłki), która powinna zawierać następujące informacje:
Kontrolę powierzchni, wymiarów i jakości wewnętrznej prowadzi Dział Kontroli Jakości zgodnie z niniejszymi WTWC i potwierdzeniem zamówienia.
W ocenie jakości są wykorzystywane wyniki badań prób kontrolnych wykonane w laboratorium zakładowym.
FERROSTAL ŁABĘDY wystawia dla każdej swojej produkcji świadectwo odbioru lub atest wg PN-EN 10204:2006 zawierający:
Pobieranie prób do badań prowadzi się wg Instrukcji:
"Instrukcja pobierania prób oraz wykonywania badań".
PN-88/H-04420 - Metale. Półwyroby i wyroby hutnicze. Pomiar odchyłek kształtu.
PN-EN 10204:2006 - Wyroby metalowe. Rodzaje dokumentów kontroli.
Procedura wg PN EN ISO 9001:2009 - PP:7-01.11. Kontrola końcowa kęsisk.
Kryteria Mannesmanna Demag AG (WT WRJ-1/2001) - Klasyfikacja wad wewnętrznych na kęsiskach okrągłych odlewanych na urządzeniach COS.
